
What is OEE?
OEE or Overall Equipment Effectiveness is a measure of manufacturing productivity. It describes (in percentage) how much of the equipment’s full potential is being used. The metric is primarily based on the evaluation of OEE factors: availability, performance, and quality.
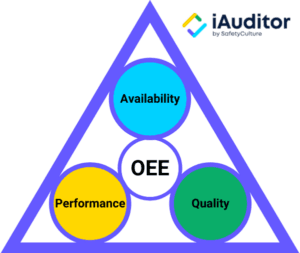
OEE = Availability x Performance x Quality
OEE FAQs
Here are brief answers to some frequently asked questions about OEE:
-
What is OEE and TPM?
TPM (Total Productive Maintenance) is a system that helps minimize the Six Big Losses, which are unplanned stops, planned stops, small stops, slow cycles, production defects, and startup defects. TPM was developed by Seiichi Nakajima, who also invented OEE. The main goal of a TPM program is to increase OEE.
-
What is OEE and OPE?
OPE (Overall Production Effectiveness) is a metric to be used alongside OEE. Also known as TEEP (Total Effective Equipment Performance), OPE is the ratio of total production time to all time. In contrast to OEE, which is all about equipment, OPE takes a look at the wider manufacturing capacity of a plant.
-
What are the Differences Between OEE, MTBF, MTTR, and MTTF?
While OEE focuses on the equipment’s availability, performance, and quality, MTBF (Mean Time Between Failures), MTTR (Mean Time To Repair), and MTTF (Mean Time To Failure) are metrics that indicate the equipment’s reliability and durability.
Why is OEE Important?
OEE is important because it is a recognized standard in the manufacturing industry. Improving OEE also has a number of benefits such as increased capacity, reduced costs, and boosts in quality and efficiency of production.
OEE calculation can also be used as a diagnostic tool to spot equipment inefficiencies before they harm the plant’s bottom line. Since OEE is broken down into categories, it’s easier for quality managers to identify where the equipment is lacking and where the equipment is performing.
Create Your Own OEE Checklist
Eliminate manual tasks and streamline your operations.
Get started for FREEOEE Calculation Using OEE Factors
OEE calculation is simply multiplying the availability, performance, and quality scores, and then multiplying that number by 100 to get the OEE in percentage.
Learn how to get each OEE score by referring to the guides below:
Availability
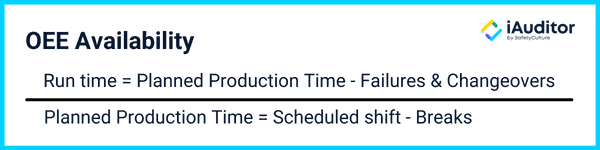
Follow these steps to get the OEE availability score:
- Identify the equipment’s scheduled shift in minutes.
- From that number, subtract the time lost to breaks.
- The end result is what’s known as the planned production time.
- From the planned production time, subtract the time lost to equipment failures and changeovers.
- This result is the run time.
- The run time divided by the planned production time is the availability score.
Performance
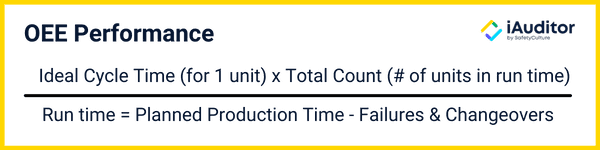
Follow these steps to get the OEE performance score:
- Identify how long it takes (in seconds) for the equipment to produce 1 unit in ideal conditions.
- This is the ideal cycle time.
- Convert the run time from the availability score into seconds.
- Identify the actual number of units (including defects) produced by the equipment during that run time.
- This is called the total count.
- Multiply the total count by the ideal cycle time.
- Divide that number by the run time (in seconds).
- The end result is the performance score.
Quality
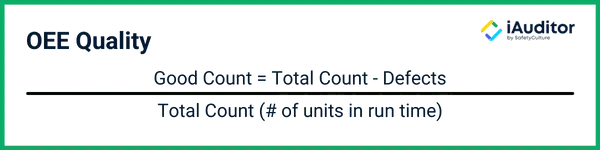
Follow these steps to get the OEE quality score:
- From the total count in the performance score, subtract the number of defects.
- The result is known as the good count.
- The good count divided by the total count is the quality score.
OEE Benchmarks
Generally speaking, 85% is considered a world-class or good OEE number/level. The maximum number/level for OEE is 100%, which is perfect production. However, most equipment will not be able to achieve that number/level, and even an 85% OEE is considered hard to achieve.
While the benchmark for an “average” OEE is 60%, it’s common for equipment to only reach an OEE of 40%, which is classified as a low score.
How to Improve OEE
For quality managers aiming for 85% OEE, here are 3 key steps to improving overall equipment effectiveness:
- Maintain equipment: Perform routine preventive maintenance by using a machine maintenance checklist daily or weekly. For quarterly or annual maintenance, set a schedule with the plant’s maintenance technician.
- Minimize downtime: Reduce equipment changeover time by implementing SMED techniques. These include using duplicate jigs and functional clamps, standardizing parts or features, and eliminating adjustments.
- Train machine operators: Lessen operator errors by providing them with sufficient training early on. Use Training to make it easier for them to access, learn, and review reference materials.
Machine operators can also do the following to help improve OEE:
- Take note of cycle time (the equipment’s operating speed) – A cycle time that is longer than the ideal or than the one listed in the equipment’s specifications may indicate that equipment is already damaged or in need of maintenance.
- Follow standard operating procedures (SOPs) – Since an SOP outlines the best and most efficient way to do a task, there are less chances of errors occurring.
3 Tips for Implementing OEE
To make using OEE easy, follow these tips:
- Document time lost to breaks, failures, and changeovers (i.e. downtime): Start with breaks since they are usually fixed. For instance, the duration of lunch breaks and holidays are known in advance. For failures, which are unplanned, coordinate with machine operators to establish a system for notifying you or their supervisor when equipment is about to fail or immediately after equipment fails. Finally, time the changeover steps performed while equipment is stopped.
- Determine defect criteria: Identify the qualities that would make a unit defective or considered a defect. Talk with upper management to see what they think is a defect. Once defect criteria has been established, discuss with the quality control team on the most appropriate way to help machine operators identify defects with minimal oversight.
- Record units produced after each shift: Keep a digital inventory so that it’s easy to add the total counts and good counts of run times. This will also help when reporting on the plant’s performance to upper management.
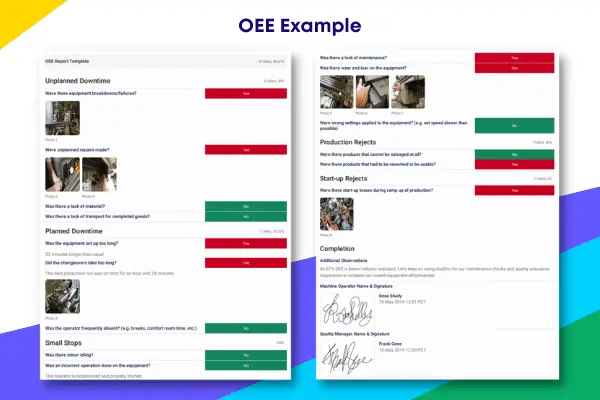
OEE Example Use Case
Below is an example OEE report for a manufacturing company. The report uses an OEE template that addresses the Six Big Losses: unplanned stops, planned stops, small stows, slow cycles, production defects, and startup defects. These are considered as the greatest hindrance for improving OEE.
SafetyCulture Software: OEE and More
SafetyCulture (formerly iAuditor) is a that software can be used to implement and improve OEE. Unlike other OEE software, SafetyCulture is a flexible solution for all of your operational needs. With SafetyCulture, you can perform equipment maintenance, conduct inspections and quality audits, and empower machine operators to be the best at their job. Learn more about how SafetyCulture can be used in manufacturing.


